怎么减少在施工过程中加重钻杆磨穿的机率
发布日期:2021-07-30 作者:翊成网络g 点击:
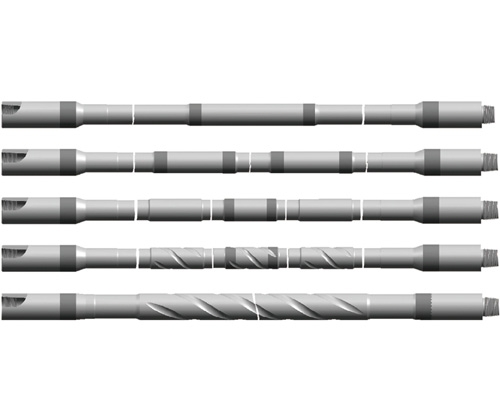
我国大多数的钻杆接头耐磨带是采用等离子喷焊工艺加工的,喷焊后,耐磨带硬度约为55HRC。采用等离子喷焊工艺加工的碳化钨耐磨带在使用过程中与套管的摩擦力较大,无论对套管还是钻杆接头磨损都比较快。硬质合金耐磨带与套管的摩擦系数和钢差不多,碳化钨耐磨带的钻杆在大位移井中使用对套管的磨损也很大,由此看来,我们国内的生产工艺还有待进一步地提高。
我们大家都了解钻杆重要的部位是接头部分,为了减少在施工过程中钻杆磨穿的机率,现如今的钻杆耐磨带大多采用的先进摩擦焊工艺,有效的减少了钻杆在矿山施工钻进时的磨损,延长了钻杆的使用寿命。矿用钻杆的接头耐磨带采用什么样的加工工艺比较好呢?
加重钻杆接头耐磨带实质上是一个沿接头圆周方向,具有一定宽度和一定厚度的隔离带。 国外钻杆的耐磨带材料已不使用合金粉末而是采用硬度相当、耐磨性更好的合金焊丝。这种材料敷焊的钻杆接头耐磨带的摩擦系数小,可以在钻杆接头与套管间形成摩擦副,不仅有效地保护钻杆接头和套管,并且降低了钻具旋转阻力,增大钻杆的扭矩。这也是进口焊丝在国内比较畅销的原因。

传统的地质钻杆基本上都是一次性的,随着科技的不断进步,如今的钻井使用寿命是非常长的。其实很多时候,地质钻杆的作用是最大的,起码是可以起到支撑的作用的。其实想要提高地质钻杆产品的使用寿命,一定得遵循产品的使用方法,购买的时候一定要首先和厂家进行沟通。
对于很多人来说,地质钻杆产品本身的性能是非常好的,不单单是因为其寿命,其本身的硬度也是非常大的,其本身的密度也是非常高的。其以上特性就决定了,机器在进行钻井的时候,基本上其本身起到的作用也是非常重大的。